|
|
| 上位品番 | 上位品目 | 製造数 | 下位品番 | 下位品目 | 原単位 | 所要数 |
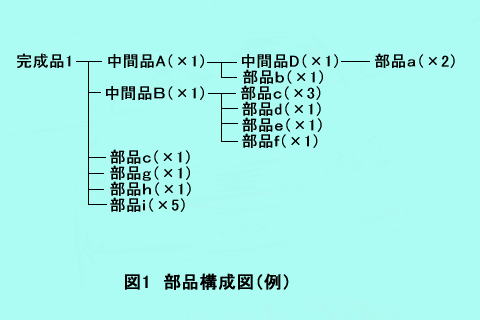
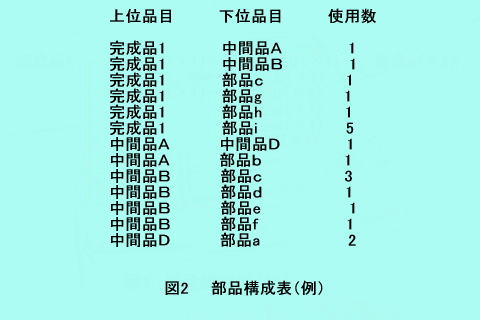
| 100001 | 完成品1 | 5 | 200001 | 中間品A | 1 | 5 |
| 100001 | 完成品1 | 5 | 200002 | 中間品B | 1 | 5 |
| 100001 | 完成品1 | 5 | 900003 | 部品c | 1 | 5 |
| 100001 | 完成品1 | 5 | 900007 | 部品g | 1 | 5 |
| 100001 | 完成品1 | 5 | 900008 | 部品h | 1 | 5 |
| 100001 | 完成品1 | 5 | 900009 | 部品i | 5 | 25 |
| 200001 | 中間品A | 5 | 200003 | 中間品D | 1 | 5 |
| 200001 | 中間品A | 5 | 900002 | 部品b | 1 | 5 |
| 200002 | 中間品B | 5 | 900003 | 部品c | 3 | 15 |
| 200002 | 中間品B | 5 | 900004 | 部品d | 1 | 5 |
| 200002 | 中間品B | 5 | 900005 | 部品e | 1 | 5 |
| 200002 | 中間品B | 5 | 900006 | 部品f | 1 | 5 |
| 200003 | 中間品D | 5 | 900001 | 部品a | 2 | 10 |
| 以上の結果から | ||
| 部品a : | 10 | |
| 部品b : | 5 | |
| 部品c : | 20 | =5+15 |
| 部品d : | 5 | |
| 部品e : | 5 | |
| 部品f : | 5 | |
| 部品g : | 5 | |
| 部品h : | 5 | |
| 部品i : | 25 |
| (注) 原単位 : 上位品目1台あたりの下位品目の使用数 |
| 品番 | 品名 | LT | まとめ数 | 最低発注数 | まとめ期間 |
| 100001 | 完成品1 | 2 | 1 | 2 | 1 |
| 200001 | 中間品A | 5 | 1 | 3 | 1 |
| 200002 | 中間品B | 5 | 1 | 1 | 10 |
| 200003 | 中間品D | 2 | 5 | 5 | 10 |
| 900001 | 部品a | 10 | 100 | 100 | 20 |
| 900002 | 部品b | 2 | 10 | 20 | 20 |
| 900003 | 部品c | 10 | 10 | 50 | 20 |
| 900004 | 部品d | 10 | 10 | 10 | 20 |
| 900005 | 部品e | 10 | 10 | 10 | 20 |
| 900006 | 部品f | 10 | 10 | 10 | 20 |
| 900007 | 部品g | 10 | 10 | 10 | 20 |
| 900008 | 部品h | 10 | 10 | 10 | 20 |
| 900009 | 部品i | 10 | 10 | 100 | 20 |
| 上位品番 | 上位品目 | 製造数 | 下位品番 | 下位品目 | 原単位 | 所要数 |
| 100001 | 完成品1 | 2 | 200001 | 中間品A | 1 | 2 |
| 100001 | 完成品1 | 2 | 200002 | 中間品B | 1 | 2 |
| 100001 | 完成品1 | 2 | 900003 | 部品c | 1 | 2 |
| 100001 | 完成品1 | 2 | 900007 | 部品g | 1 | 2 |
| 100001 | 完成品1 | 2 | 900008 | 部品h | 1 | 2 |
| 100001 | 完成品1 | 2 | 900009 | 部品i | 5 | 10 |
| 200001 | 中間品A | 2 | 200003 | 中間品D | 1 | 2 |
| 200001 | 中間品A | 2 | 900002 | 部品b | 1 | 2 |
| 200002 | 中間品B | 2 | 900003 | 部品c | 3 | 6 |
| 200002 | 中間品B | 2 | 900004 | 部品d | 1 | 2 |
| 200002 | 中間品B | 2 | 900005 | 部品e | 1 | 2 |
| 200002 | 中間品B | 2 | 900006 | 部品f | 1 | 2 |
| 200003 | 中間品D | 2 | 900001 | 部品a | 2 | 4 |
| 200002 | 中間品B | 3 | 900003 | 部品c | 3 | 9 |
| 200002 | 中間品B | 3 | 900004 | 部品d | 1 | 3 |
| 200002 | 中間品B | 3 | 900005 | 部品e | 1 | 3 |
| 200002 | 中間品B | 3 | 900006 | 部品f | 1 | 3 |
| 100001 | 完成品1 : | 2 | |
| 200001 | 中間品A : | 2 | |
| 200002 | 中間品B : | 5 | =2+3 |
| 200003 | 中間品D : | 2 | |
| 900001 | 部品a : | 4 | |
| 900002 | 部品b : | 2 | |
| 900003 | 部品c : | 17 | =2+6+9 |
| 900004 | 部品d : | 5 | =2+3 |
| 900005 | 部品e : | 5 | =2+3 |
| 900006 | 部品f : | 5 | =2+3 |
| 900007 | 部品g : | 2 | |
| 900008 | 部品h : | 2 | |
| 900009 | 部品i : | 10 |
| 品番 | 品名 | 数量 | LT | 納期 | 開始日 | 子品番 | 子品名 | 原単位 | 所要数 | |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 200001 | 中間品A | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 200002 | 中間品B | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900003 | 部品c | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900007 | 部品g | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900008 | 部品h | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900009 | 部品i | 5 | 10 | =2*5 |
| 200001 | 中間品A | 2 | 5 | 2005/2/8 | 2005/2/3 | 200003 | 中間品D | 1 | 2 | =2*1 |
| 200001 | 中間品A | 2 | 5 | 2005/2/8 | 2005/2/3 | 900002 | 部品b | 1 | 2 | =2*1 |
| 200002 | 中間品B | 2 | 5 | 2005/2/8 | 2005/2/3 | 900003 | 部品c | 3 | 6 | =2*3 |
| 200002 | 中間品B | 2 | 5 | 2005/2/8 | 2005/2/3 | 900004 | 部品d | 1 | 2 | =2*1 |
| 200002 | 中間品B | 2 | 5 | 2005/2/8 | 2005/2/3 | 900005 | 部品e | 1 | 2 | =2*1 |
| 200002 | 中間品B | 2 | 5 | 2005/2/8 | 2005/2/3 | 900006 | 部品f | 1 | 2 | =2*1 |
| 200001 | 中間品D | 2 | 2 | 2005/2/3 | 2005/2/1 | 900001 | 部品a | 2 | 4 | =2*2 |
| 200002 | 中間品B | 3 | 5 | 2005/2/10 | 2005/2/5 | 900003 | 部品c | 3 | 9 | =3*3 |
| 200002 | 中間品B | 3 | 5 | 2005/2/10 | 2005/2/5 | 900004 | 部品d | 1 | 3 | =3*1 |
| 200002 | 中間品B | 3 | 5 | 2005/2/10 | 2005/2/5 | 900005 | 部品e | 1 | 3 | =3*1 |
| 200002 | 中間品B | 3 | 5 | 2005/2/10 | 2005/2/5 | 900006 | 部品f | 1 | 3 | =3*1 |
| 品番 | 品名 | 納期 | 数量 |
| 900001 | 部品a | 2005/2/1 | 4 |
| 900002 | 部品b | 2005/2/3 | 2 |
| 900003 | 部品c | 2005/2/3 | 6 |
| 900003 | 部品c | 2005/2/5 | 9 |
| 900003 | 部品c | 2005/2/8 | 2 |
| 900004 | 部品d | 2005/2/3 | 2 |
| 900004 | 部品d | 2005/2/5 | 3 |
| 900005 | 部品e | 2005/2/3 | 2 |
| 900005 | 部品e | 2005/2/5 | 3 |
| 900006 | 部品f | 2005/2/3 | 2 |
| 900006 | 部品f | 2005/2/5 | 3 |
| 900007 | 部品g | 2005/2/8 | 2 |
| 900008 | 部品h | 2005/2/8 | 2 |
| 900009 | 部品i | 2005/2/8 | 10 |
| 200003 | 中間品D | 2005/2/3 | 2 |
| 200002 | 中間品B | 2005/2/8 | 2 |
| 200002 | 中間品B | 2005/2/10 | 3 |
| 200001 | 中間品A | 2005/2/8 | 2 |
| 100001 | 完成品1 | 2005/2/10 | 2 |
| 品番 | 品名 | 数量 | LT | 納期 | 開始日 | 子品番 | 子品名 | 原単位 | 所要数 | |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 200001 | 中間品A | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 200002 | 中間品B | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900003 | 部品c | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900007 | 部品g | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900008 | 部品h | 1 | 2 | =2*1 |
| 100001 | 完成品1 | 2 | 2 | 2005/2/10 | 2005/2/8 | 900009 | 部品i | 5 | 10 | =2*5 |
| 200001 | 中間品A | 3 | 5 | 2005/2/8 | 2005/2/3 | 200003 | 中間品D | 1 | 3 | =3*1 |
| 200001 | 中間品A | 3 | 5 | 2005/2/8 | 2005/2/3 | 900002 | 部品b | 1 | 3 | =3*1 |
| 200002 | 中間品B | 5 | 5 | 2005/2/8 | 2005/2/3 | 900003 | 部品c | 3 | 15 | =5*3 |
| 200002 | 中間品B | 5 | 5 | 2005/2/8 | 2005/2/3 | 900004 | 部品d | 1 | 5 | =5*1 |
| 200002 | 中間品B | 5 | 5 | 2005/2/8 | 2005/2/3 | 900005 | 部品e | 1 | 5 | =5*1 |
| 200002 | 中間品B | 5 | 5 | 2005/2/8 | 2005/2/3 | 900006 | 部品f | 1 | 5 | =5*1 |
| 200001 | 中間品D | 5 | 2 | 2005/2/3 | 2005/2/1 | 900001 | 部品a | 2 | 10 | =5*2 |
| 品番 | 品名 | 納期 | 数量 |
| 900001 | 部品a | 2005/2/1 | 10 |
| 900002 | 部品b | 2005/2/3 | 3 |
| 900003 | 部品c | 2005/2/3 | 15 |
| 900003 | 部品c | 2005/2/8 | 2 |
| 900004 | 部品d | 2005/2/3 | 5 |
| 900005 | 部品e | 2005/2/3 | 5 |
| 900006 | 部品f | 2005/2/3 | 5 |
| 900007 | 部品g | 2005/2/8 | 2 |
| 900008 | 部品h | 2005/2/8 | 2 |
| 900009 | 部品i | 2005/2/8 | 10 |
| 200003 | 中間品D | 2005/2/3 | 5 |
| 200002 | 中間品B | 2005/2/8 | 5 |
| 200001 | 中間品A | 2005/2/8 | 3 |
| 100001 | 完成品1 | 2005/2/10 | 2 |
| 品番 | 品名 | 納期 | 数量 |
| 900001 | 部品a | 2005/2/1 | 100 |
| 900002 | 部品b | 2005/2/3 | 20 |
| 900003 | 部品c | 2005/2/3 | 20 |
| 900004 | 部品d | 2005/2/3 | 10 |
| 900005 | 部品e | 2005/2/3 | 10 |
| 900006 | 部品f | 2005/2/3 | 10 |
| 900007 | 部品g | 2005/2/8 | 10 |
| 900008 | 部品h | 2005/2/8 | 10 |
| 900009 | 部品i | 2005/2/8 | 100 |
| 200003 | 中間品D | 2005/2/3 | 5 |
| 200002 | 中間品B | 2005/2/8 | 5 |
| 200001 | 中間品A | 2005/2/8 | 3 |
| 100001 | 完成品1 | 2005/2/10 | 2 |
